3D打印概述?
一、3D打印概述?
3D打印技术是一系列快速原型成型技术的统称,也称作“增材制造”,其基本原理都是叠层制造,以数字模型为基础,通过软件分层离散和数控成型系统,利用激光束、电子束等工具将食用材质(植物蛋白、动物蛋白)、金属、陶瓷、医用树脂、薄膜、特殊合金等材料,经过逐层堆叠、层层打印,由快速原型机在X-Y平面内通过扫描形式形成工件的截面形状,而在Z坐标间断地作层面厚度的位移,最终形成三维制件。
3D打印有何优势?
相比传统的模具制造、机械加工而言,3D打印技术更加先进快捷。
3D打印只要能生成三维数字模型,就能打印所需要的产品,3D打印技术具有节时、节能、个性化定制、高精度、高复杂、降低组装成本等优点。在医疗、食品加工、航天、文物修复、建筑等方面因其特殊的加工方式而得到了广泛的应用。
3D打印成型技术的工艺有哪些?
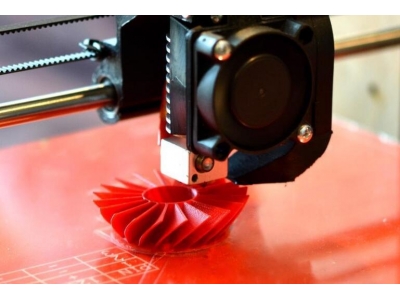
熔融沉积式(FDM,Fused Deposition Modelling)
以热塑性树脂、食用材料(面粉、巧克力、牛奶等)、热熔共晶金属、高柔性材料为打印原料,将丝状的热塑性材料通过喷头加热熔化,喷头底部带有微细喷嘴(直径一般为0.2~0.6mm),在计算机控制下,喷头沿着X轴方向移动,工作台沿Y轴方向移动,根据3D模型的数据移动到指定位置,将熔融状态下的液体材料挤喷出来并最终凝固。一个层面沉积完成后,工作台沿Z轴方向按预定的增量下降一层的厚度,材料被喷出后沉积在前一层已固化的材料上,通过材料逐层堆积形成最终的成品。
电子束自由成形制造(EBF,Electron beam freeform fabrication)
以铝、镍、钛、不锈钢、合金等材料,首先创造一个真空空间,利用高能量的离子束对金属材料表面进行轰击,轰击后会在表面形成熔化池,金属材料在熔化池内熔化,并按照预先规定的路径运动,使金属逐层堆叠凝固,形成致密的合金,直到制造出金属零件或毛坯。该方法特点是成形速度快、材料利用率高、无反射、能量转化率高。
直接金属激光烧结(DMLS,Direct Metal Laser Sintering)
以镍基、钴基、铁基合金、碳化物复合材料为原料,通过二氧化碳激光器产生激光,对激光进行传输,用振镜进行控制,使合金粉末融化,一层一层叠加形成产品。多为不同金属组成的混合物,各成分在烧结过程中相互补偿,以此保证制作精度。该方法特点是结合强度高、变形小、熔覆工艺好、工艺时间短。
电子束熔化成型(EBM,Electron beam fusion molding)
以导电金属为材料,用逐层制造法制成密实度与锻造件完全相同的零件。在一层钛粉膜熔化并凝固后,下一层钛粉膜重复施行,直至整个零件制成。该方法特点是熔炼温度高、炉子功率和加热速度高、提纯效果好。
选择性激光熔化成型(SLM,Selective laser melting)
其材料同电子束自由成形制造技术类似,以金属和合金材料为主,利用金属粉末在激光束的热作用下完全熔化,经冷却而凝固成型的一种工艺。该方法特点是产品力学性能好、精度和表面质量有保证。它能直接成型出近乎全致密且力学性能良好的金属零件。在加工的过程中用激光使粉体完全熔化,不需要黏结剂而直接成型,成型后零件的精度和力学性能都要比SLS成型的好。
选择性激光烧结(SLS,Selective laser sintering)
所用的材料是低熔点金属粉末和高分子材料的混合粉末。在加工的过程中低熔点的材料熔化但高熔点的金属粉末不熔化,利用被熔化的高分子材料实现黏结成型,所以实体材料存在孔隙度高、力学性能差等特点。
选择性热烧结(SHS,Selective hot sintering)
以热塑性粉末为材料,使用的热打印头,被保持在升高的温度下,这样的机械扫描头只需要提升的温度稍高于粉末的熔融温度,以选择性地结合,直到产品成型。该方法特点是价格实惠和高质量的印刷。SHS技术,这种技术与SLS有点类似,只不过它使用的是一个热敏打印头,而非SLS 3D打印机中的激光器。粉末床是可加热的,打印时粉末温度控制在较高的范围内,所以机械扫描头只需对对象区域施加少量的热度,使对象区域的粉末温度稍高于熔融温度就能使其融化并粘结在一起。
分层实体制造(LOM,Laminated Object Manufacturing)
以纸片、金属薄膜、塑料薄膜等为材料,将其背面涂有热熔胶的材料用激光切割,切割完一层,将新的一层叠加上去,用热粘压黏合在一起,然后切割、黏合,直到三维物件成型。其特点是成本低、效率高、模型支撑性好
立体平板印刷(SLA,Stereolithography)
以液态光敏树脂为材料,通过计算机控制紫外激光使其凝固成型。其特点是精度高、强度和硬度好,可制造出较为复杂的空心部件。
数字光处理(DLP,Digital Light Processing)
以光硬化树脂为材料,用数字光源以面光的形式在液态光敏树脂表面进行层层投影,层层固化成型。特点是超高精度、表面光滑、材质好。
激光熔覆(DMD,定向能量沉积)
二、3d打印机参数设置?
一、温度设置
在所有的问题中,关于温度的问题是最多的,那么温度我们应该怎么去调整呢?温度分为打印温度和平台温度,下面我们分别了解一下:
1、打印温度,打印温度指的是喷头加热的温度。在购买耗材时,可在耗材上看到所推荐的温度区间,根据推荐设置喷头温度。比如挈风自己工厂生产的高纯度的PLA的推荐温度是180-210,特种PLA一般都会比普通PLA要求温度高,因为添加物一般都比PLA熔点高。而对于受潮、旧置、杂质多的PLA耗材,则需要稍许提高温度。
2、平台温度,PLA在低温加热时会处于玻璃态弹性,加热能让PLA紧贴平台达到稳固效果。当达到70度上下时,打印模型的延边底垫等都会具有很高的玻璃态弹性(即柔性),因此会使模型稳定性下降,推荐温度为50-60度区间。
平台的温度来源于平台下方内侧的加热块热源以及导热性好的铝基板导热,因此平台中心的实际加热温度会低于显示温度。在外部环境较冷的情况下,需要提高平台温度。
二、模型效果设置
1、模型层高,对于模型来说,最直接影响其表面打印效果的便是层高。层高参数为0.1mm-0.3mm之间,越小则越精细,同时,打印时间也成倍增加,0.1mm层高打印时间是0.3mm的3倍打印时长。
那么如何在精细度和时长上做较好的选择呢?
首先就是对于模型的表面效果要求,如果对模型表面效果要求高则选小层高,反之同样道理。
其次便是细节,假如模型细微的细节非常丰富并且希望呈现出来,则要设置较小的层高。
最后则是水平面的弧度是否较多、弧度是否较大,对于水平面的弧度塑造,尤其是水平面弧度较为平缓时,较大的层高会产生比较明显的阶梯和层纹。对于这种情况要么设置小层高,要么则改变摆放角度。
2、填充设置,填充的主要功能是作为结构支撑,当填充过小时或者甚至没有填充时,模型越大,在打印壳体时越容易“翻车”,打成一团丝。但同时,填充过高,达到80%甚至100%时,因为耗材的冷缩性,会导致模型的大表面内凹,这种情况在使用ABS等收缩率大的材料时尤为明显。另外需要注意的一点是,JGcreat中的填充密度是绝对密度,即哪怕模型再放大或缩小,其网格的大小、网格线距是不变的。这点给我们的启示是,假若打印一个较小的模型,希望有较好的强度时,要设置较大值的填充密度。打印大模型时也可不必因担心模型强度不够而提高密度
三、3D打印机需要回零吗?
打印机生产企业,为了阻止用户使用兼容耗材, 在打印机内部安装打印废墨计数器, 该计数器详细记录每次打印机喷头所喷出的墨量,例如换墨盒、清洗喷头、正常打印等, 当这个数据达到打印机内部设置的数值上限时,提示打印机使用寿命到期, 这时就需要进行清零了,清零后,打印机才可以继续使用。 为了给自己一个合理的借口,打印机厂商往往说打印机收集废墨的海绵即将溢出, 所以有此设置,其实这都是狗戴嚼子——胡嘞(勒),即使清好几次零,也不一定把那个海绵吸满。 清零需要打印机的高级维修专用软件,部分老型号网上有破解版,使用这些软件即可进行清零。在打印机售后清零是需要收费的,大约每次80—100元不等。
相关文章